您好,歡迎進入(rù)蘇州黄片91測量設備有限公司官網!

數控銑床加工中線性尺寸的控(kòng)製(zhì)方法及測頭(tóu)測量係(xì)統
用(yòng)千分尺(chǐ)測量驗證,經測量誤差不超過 0.003MM。如果加工中使用有(yǒu)第二把精修刀也是同樣原理。z 軸深度(dù)尺寸修的時(shí)候也是計(jì)算中差,盡量使用同一把(bǎ)刀精(jīng)修不同高(gāo)度的底(dǐ)麵,這樣省去測量(liàng)及調整時間。而使(shǐ)用(yòng)測頭在機測量係統可以保證高精度測量,避免人為誤差(chà)。
查看詳情

高精度電感測頭的回程、徑向誤差(chà)檢定(dìng)夾具
高精度電感測頭(tóu)的(de)回程、徑向誤差檢定夾具
查看詳情

基於(yú)剛度(dù)分析的數控銑削加(jiā)工刀具角度優化
由於在不改變刀具軌跡的情況下,通過優化選擇刀(dāo)具的方向角來減少加(jiā)工誤差(chà),該優化(huà)方法無需修改(gǎi)原始刀具(jù)軌(guǐ)跡以便補償預測偏差。在多軸銑削機器人係統上的實驗結(jié)果驗證了該方法的有效(xiào)性(xìng)。研究結果表(biǎo)明,該方法能夠加工出具有精細(xì)表麵的三維形狀,並減少了由於刀具向機器人剛度最低方向位移所引起的偏差。
查看詳情
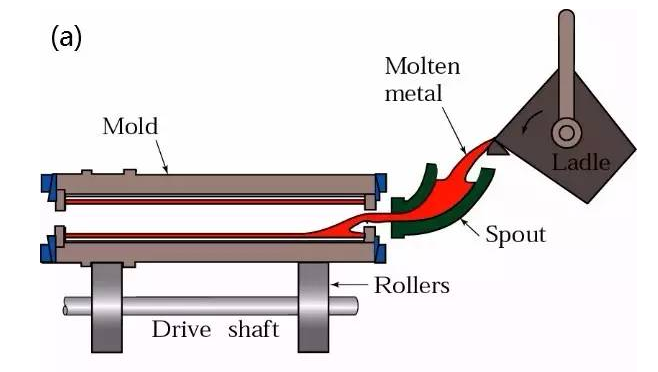
金屬液態成形或鑄造加工工藝分類
金屬液態成形或鑄造加工工藝分類
查看詳情
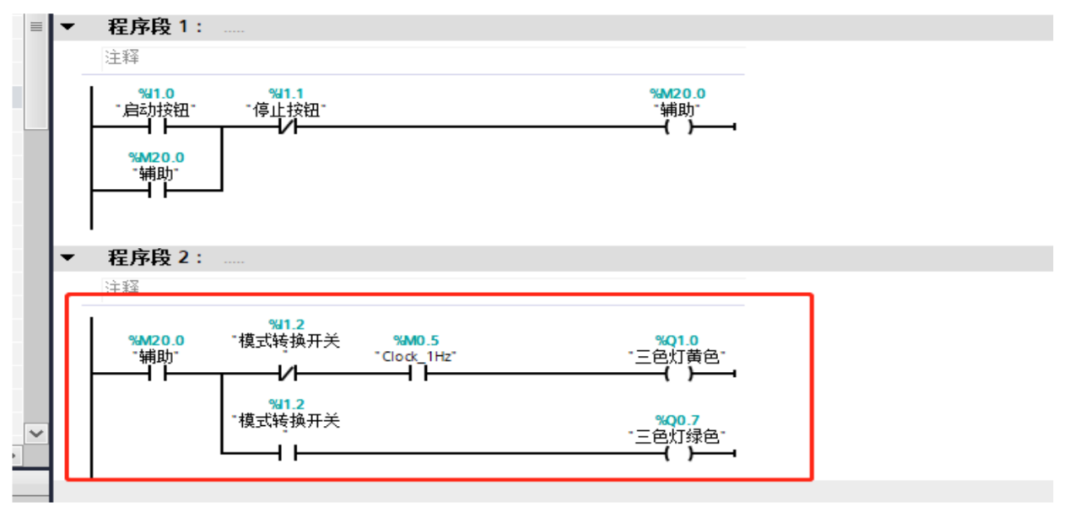
5步完成PLC三色指示燈控製
5步完成PLC三色指示燈控製(zhì)
查看詳(xiáng)情
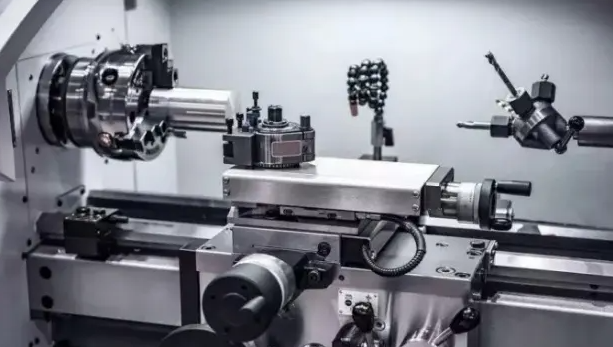
機床加工(gōng)精度測量精度降低(dī)的4大診斷原則5大診斷方法
造成加工精度異常故障的原因隱(yǐn)蔽(bì)性強,診斷難(nán)度比較大,歸納出(chū)五個主要原因:機床進給單位被改動(dòng)或變(biàn)化;機床各個軸的零點偏(piān)置異(yì)常;軸向的反(fǎn)向間隙異常;電機運行狀態異常(cháng),即電氣及控(kòng)製部(bù)分(fèn)異(yì)常;機械(xiè)故障,如絲杠,軸承,軸聯器等部件。另外加工程序的編製,刀具的選擇及人為因素,也(yě)可能導(dǎo)致加工(gōng)精度異常。
查看詳情

機械加工常用的十種夾(jiá)具
機械加工常用的十種夾具
查看詳情
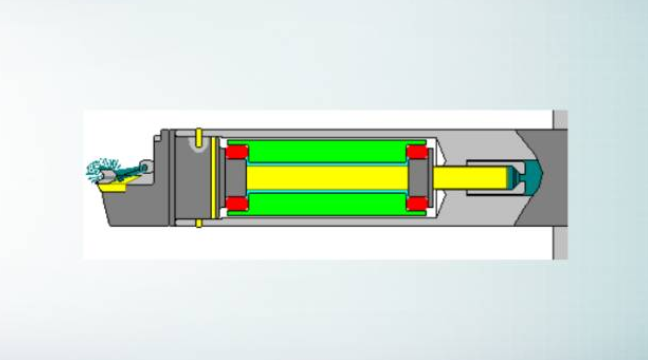
數控加工時如何控製切(qiē)削中振動
數控加工時如何控製切削中振動
查看詳(xiáng)情

 2428417205
2428417205
 admin@hanceliang.com
admin@hanceliang.com
 蘇州市高(gāo)新區金(jīn)楓路216號東創科技園B2-210室
蘇州市高(gāo)新區金(jīn)楓路216號東創科技園B2-210室
