您好,歡(huān)迎進入蘇(sū)州黄片91測量設(shè)備有限公司官網!
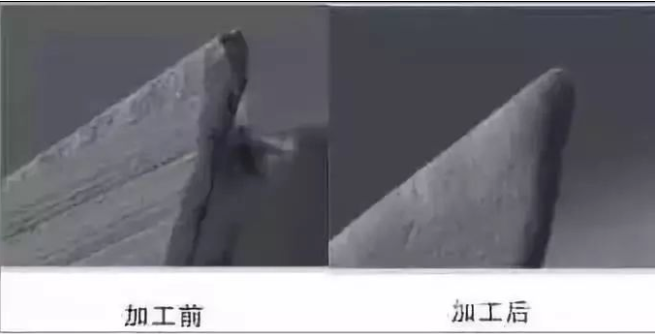
為什麽要進行刀具鈍化
通過對刀具進行去毛刺,平整,拋光的處理(lǐ)、從而提高(gāo)刀具質量和延長使用壽命。刀具在精磨之後,塗層之前的一道(dào)工序,其名稱目前(qián)國內外尚不統(tǒng)一,有稱“刃口鈍化”、“刃口(kǒu)強化”、“刃口珩磨”、“刃口準備”等。
查看詳情(qíng)
數控加工刀具如(rú)何適應數控機床高速自動(dòng)化特點
作為CNC加工中心編(biān)程師傅,首先要對數控加工的過程非常熟悉,刀具和數控部件的了解必不可少。編程前,首先要對模型進(jìn)行分析,如模具的加工需要使用哪些設備,應使用多大的刀進行開粗,多大的刀進行精銑加(jiā)工,刀具的長度或剛度是否達標等等(děng)。這就要對刀具的性能和選擇有充分的認識。
查看詳情
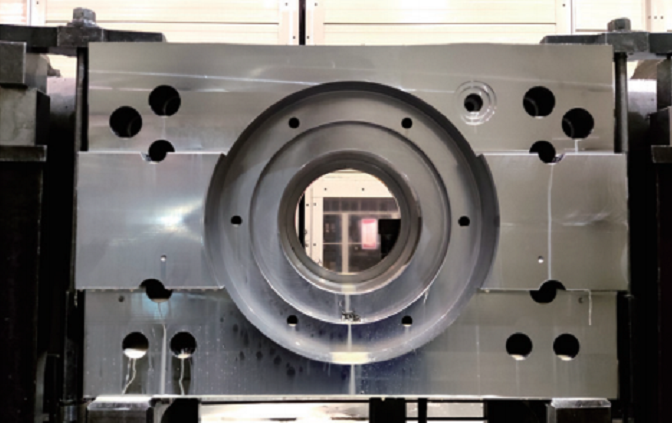
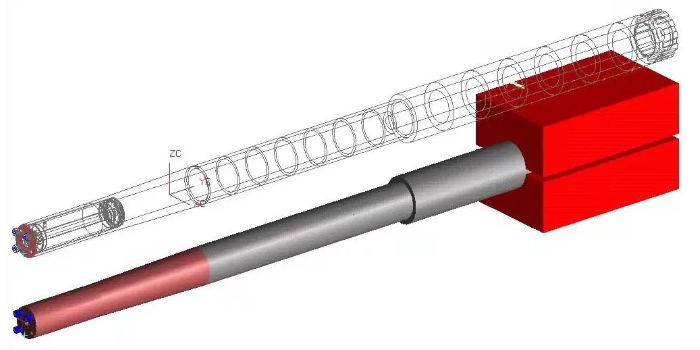
深螺紋孔銑削(xuē)加工方法及在機測量測頭係統的應用
深螺紋孔銑削加(jiā)工方法(fǎ)及在機測量測(cè)頭係(xì)統的應用,針對一種特殊的深螺紋孔結構,分析研究兩種加(jiā)工方法的優缺點,確定螺(luó)紋銑削工藝方案,設計(jì)一種適用於深螺紋孔的銑削刀具,通過試驗應用及工藝優化,保證(zhèng)了產品質量。
查看詳情
CNC加工中心程序常用G代碼解(jiě)析
數控機床的可編程功能分為兩類:一類用來實現刀具軌跡控製即各進給軸的運動,如直線(xiàn)/圓弧插補、進給控製、坐標係原點偏置及變換、尺寸單位設定、刀具偏置及補償等(děng),這一類功能被稱為準備功能(néng),以字母G以及兩位數字組成,也被稱為G代碼。
查看詳情

鋁材表麵處理工藝介紹及圖紙技術要求
表麵處理:它是通過機械和化學的(de)方法處理後,能在產品的表麵上形成一層保護機體的保護層。在自(zì)然界中(zhōng)能達到穩定狀態,增(zēng)加機體的抗蝕性和增加產(chǎn)品的美觀,從而提升產品的價值。表麵處理種類的選擇(zé)首先要從使用環境(jìng),使用壽命,人為欣(xīn)賞的角度出(chū)發,當然經濟價值也是考(kǎo)慮的核心所在(zài)。
查看詳情

鈦合金微製造技術研究進展與微加工技術展望
鈦合(hé)金具有比強度高、耐蝕(shí)性強以及生物相容性好等(děng)特點,是製造(zào)金屬微結構件的理想材(cái)料(liào)。然而,鈦(tài)合金導熱係數低、彈性模量小且(qiě)化學親和力強,亦是典型(xíng)的難加工材(cái)料。
查看詳情
減少內孔切削時刀具振動(dòng)的(de)解決途徑和方法
減少內孔(kǒng)切削時刀具振(zhèn)動的解決途徑和方(fāng)法,分別從采用重金屬刀體、應用阻尼避振、選擇合適切削條件、改善刀體(tǐ)的夾持方式以及采用內冷技術等(děng)方麵進行具(jù)體分析(xī),提(tí)出減少(shǎo)內孔切削振動的解決方法。
查看詳情

刀具或磨具在工(gōng)件上加工螺紋的方法
一般指用成形(xíng)刀具(jù)或磨具在(zài)工件上加工螺紋的方法,主要有車削、銑削、攻絲、套絲(sī)、磨削、研(yán)磨和旋風切削等。車削、銑削和磨削(xuē)螺紋時,工(gōng)件每轉一轉,機床的傳動鏈保證車刀、銑刀或砂輪沿工件軸向(xiàng)準確而(ér)均勻地移動一(yī)個(gè)導程。在攻絲或套絲(sī)時,刀(dāo)具(絲錐或板(bǎn)牙)與(yǔ)工件作相對旋轉運動,並由先形成的螺(luó)紋溝槽引導著刀具(或工件)作軸向移動。
查(chá)看詳情
18260179165
400-017-9165
 QQ
QQ
 2428417205
2428417205
 郵箱
郵箱
 admin@hanceliang.com
admin@hanceliang.com
 地址
地址
 蘇州市高新區金楓路216號東創(chuàng)科技園B2-210室(shì)
蘇州市高新區金楓路216號東創(chuàng)科技園B2-210室(shì)
 微信公眾號
微信公眾號
 手機端
手機端